International supplier of functional membrane separation materials and solutions




Sci-Nano Membrane Technology Co.,ltd.

Membrane technology changes life


Power plant reverse osmosis concentrated water-low temperature membrane distillation
Case description
Power plant reverse osmosis concentrated water-low temperature membrane distillation
During the power generation period of a power plant, a large amount of sewage will be generated, which will form RO concentrated water after the treatment system. It is now planned to use a membrane distillation system to concentrate it. The specific requirements are as follows: under the working condition that the inlet water hardness is less than 1500mg/L (calculated as CaCO₃), the downstream membrane system shall not have scaling phenomenon, and there is still no scaling when the treated water concentration ratio reaches 4 times; it can adapt to water quality with a pH value in the range of 3.0-10.0; ensure that the membrane distillation device is cleaned no more than 2 times a year. The recovery rate of the low-temperature membrane distillation system shall not be less than 80%, the water production shall not be less than 80L per hour, and the conductivity of the produced water shall be controlled within 20μS/cm. In terms of heat source, thermal power waste heat boiler or gas boiler sewage can be selected, and electric auxiliary heating can be considered as a backup.
Process Flow
It uses weak acid anion resin + coal-catalyst alloy + security filter + PTFE membrane distillation components.
Process Principle
The separation interface is constructed using PTFE hydrophobic hollow fiber membranes, and the steam pressure difference on both sides of the membrane is used as the driving force to allow the steam on the hot side to pass through the membrane pores into the cold side and condense, thereby achieving separation, purification or concentration of the mixture.
Operation Status
72 degrees Celsius circulation, close the raw water inlet valve (no raw water enters the system).
Initial water volume: 150L
Half-hour condensed water volume: 42L
Water tank water volume at the end: 95L
Concentrated water discharge volume: 16L/h
Therefore, at 72℃, the recovery rate of the membrane distillation equipment is: 89%
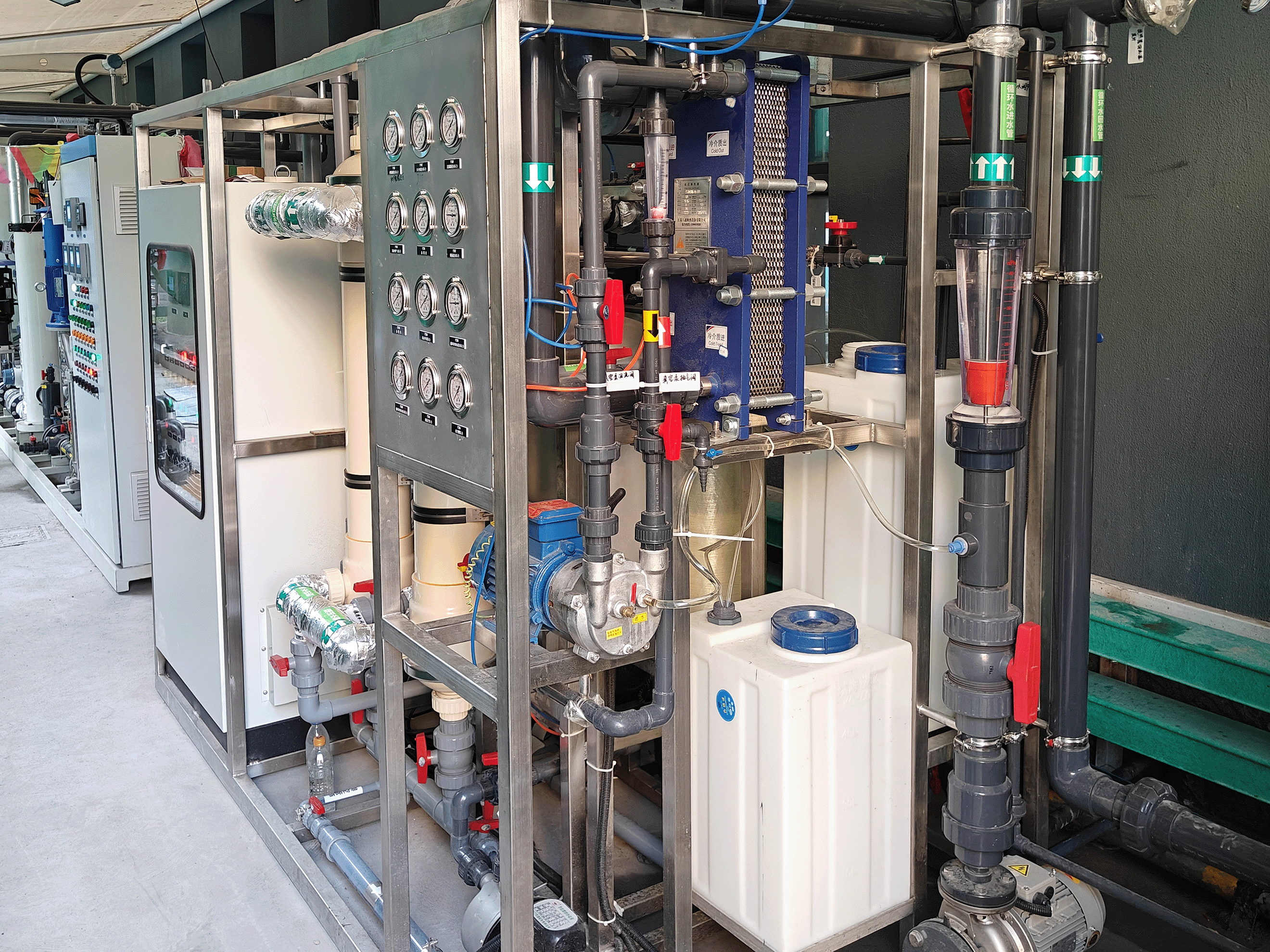
On-site Pictures



Key words:
Supporting Products
")
 Small-Scale Test Equipment")


Welcome your message consultation
Contact Information
Phone: +86-136 0515 6371
WhatsApp: +60 14 389 2529
Mailbox: zili@scinanomem.com
Address: Building 17, Hefei High-tech International Enterprise Port, Liandong U Valley, No. 2899 Kongquetai Road, High-tech Zone, Hefei, China






Copyright©2023 All Rights Reserved of Anhui Sci-Nano Membrane Technology Co.,ltd.